 Slovakia
Slovakia
 Plánujete nakúpiť viac? Vyžiadajte si ponuku
Plánujete nakúpiť viac? Vyžiadajte si ponuku
Vrtáky HSS: ako sa zorientovať?
HSS, HSS-R, HSS-G, HSS-TiN a HSS-E ... niekoľko zásad, ktoré Vám pomôžu nenechať sa nachytať.
Ešte nedávno bol výber vrtákov do kovu jednoduchý. Teraz na nás číhajú „pasce“. Vkročíte do kamenného obchodu alebo kliknete na „kúpiť vrták HSS“ a zrazu - tu také označenie, tam iné označenie a k tomu rôzne farby – no kto sa v tom má vyznať?
HSS – High Speed Steel
HSS je rýchlorezná oceľ. Názov dostala vďaka reznej rýchlosti, ktorá je 3 až 4x vyššia ako pri nástrojovej oceli, ktorej je podobná. Nelegovaná nástrojová oceľ však už pri teplotách 200°C stráca tvrdosť, preto je pre výrobu vrtákov do kovu nevhodná.
Rýchlorezná oceľ patrí do skupiny vysokolegovaných ocelí. Podstatným prvkom je uhlík. Na konečné vlastnosti vrtáka však majú zásadný vplyv vhodne „namiešané“ ďalšie legúry – najčastejšie wolfrám (W), molybdén (Mo), chróm (Cr) a kobalt (Co). Ich vhodnou kombináciou je možné zachovať vlastnosti vrtákov do 500-600°C, výnimočne 1000°C aj viac.
HSS teda nie je nejaká značka alebo označenie ocele, je to celá trieda ocelí s rôznym percentuálnym pomerom rôznych prímesí, ktorých výsledkom sú rôzne vlastnosti vrtáka.

Obr. 1. Prehľad špirálových vrtákov HSS
Hlavný komponent, ktorý posúva teplotnú odolnosť vrtáka do vyšších hodnôt je wolfrám. Čím je ho viac, tým lepšie. Napríklad bežné „čierne“ vrtáky obsahujú okolo 2% wolfrámu, kvalitatívne najvyššie kobaltované viac ako 6%. Zásoby wolfrámu sa však celosvetovo veľmi znižujú, preto už pred rokmi sa začali hľadať náhrady a experimentuje sa najmä s kombináciami molybdénu a kobaltu.
Dobrý vrták do kovu – čo to je?
Opäť tu máme produkt, kde sa zbiehajú protichodné požiadavky: rýchlosť vŕtania, životnosť, húževnatosť, pružnosť, tvrdosť a napríklad aj univerzálnosť v súvislosti s vŕtaním do rôznych kovov. Mnohé z požiadaviek sú protichodné, nie je jednoduché ich primerane vyvážiť a preto je prirodzené, že sú určité špecifiká pri ich použití pre vŕtanie rôznych materiálov.
Našťastie, pri vrtákoch do kovu máme k dispozícii dostatočnú škálu premenných, ktoré vieme ovplyvniť. V prvom rade sú to už vyššie spomenuté legúry, pretože kvalitná a najmä „tá správna“ surovina je základným predpokladom životnosti a rezných vlastností pri vŕtaní do konkrétneho obrobku. Medzi kľúčové prvky ďalej nepochybne patrí uhol špičky vrtáka, jeho výbrus (najčastejšie Split Point), tvar a uhly špirály a mnoho ďalších parametrov, pričom si neuvedomujeme, že jednu vec môžeme urobiť všetci pri každom vŕtaní do kovu – svedomite ho pri vŕtaní chladiť vhodným médiom.
Dosť bolo teórie, poďme sa teda na špirálové vrtáky HSS pozrieť z praktického hľadiska.
Aha, ešte jedna vec.
DIN 338 – čo to znamená?
Keď niekde čítame „vyrobené podľa DIN 338“, neznamená to žiadnu „špeciálnu“ kvalitatívnu triedu – je to norma, v ktorej nájdeme, aké rozmery má mať vrták pri určitom priemere. Rozmery podľa DIN 338 sú najčastejšie používané, preto sa s normami DIN 1897, DIN 340 a DIN 1867 stretávame zriedkavejšie.
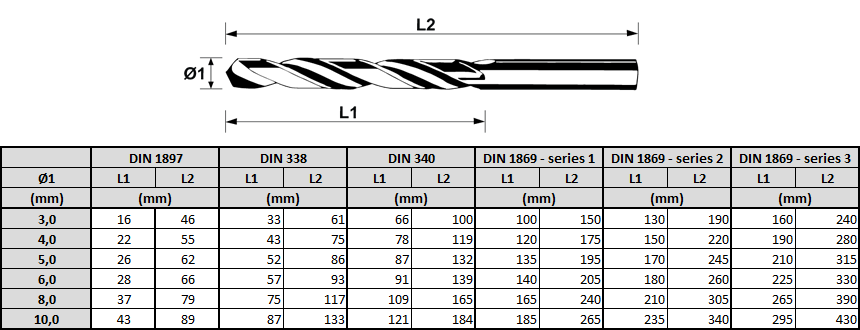
Obr. 2. Príklady niektorých priemerov a ich rozmerov podľa DIN 1897, DIN 338, DIN 340 a DIN 1869
Špirálové vrtáky HSS sa nelíšia iba označením, ale aj farbou.
Často narazíme iba na označenie HSS – bez akéhokoľvek písmena. Farba vrtáka: sivý ako myš. Nevieme o ňom nič, iba vidíme, že sa podobá na špirálový vrták.
Toto je ten najjednoduchší HSS vrták. Kvalitou nie je ďaleko od skrúteného klinca. Je lacný, dá sa ľahko brúsiť a dokonca sa môže aj lesknúť – tu je nebezpečenstvo zámeny s kvalitatívne úplne iným vrtákom HSS-G. Farbou povrchu sa totiž na seba môžu dosť podobať.
Niekedy sa však môže aj takýto vrták „hodiť“. Je mäkký a keď sa pri vŕtaní „zahryzne“ – skrúti sa a nemusí sa ani zlomiť, preto pri niektorých aplikáciách nás vŕtanie takýmto vrtákom môže vyjsť lacnejšie ako super dobrý vrták za drahý peniaz.

Obr. 3. Vrták HSS – no name
Obr. 4. Vrták HSS-R
Výrazne lepšie ako HSS „no name“ sú vrtáky HSS-R (Rolled). Ich špirála sa pri výrobe vytvára valcovaním za tepla a následne je povrch upravený nitridovaním – preto sú čierne. Prenikaním nitridu do vonkajšieho povrchu vrtáka prostredníctvom plynu sa mení štruktúra povrchu a zlepšuje sa tvrdosť, odolnosť voči opotrebeniu, únavovému namáhaniu a korózii.
HSS-R vrtáky nie sú dostatočne docenené. Dôvodom môže byť zaplavenie trhu v predchádzajúcich rokoch nekvalitnými a lacnými vrtákmi vyrobenými z nevhodných surovín. Ak sa však pri výrobe použijú vhodné vstupné suroviny, sú tieto vrtáky veľmi dobrou voľbou pre vŕtanie ručnými alebo stojanovými vŕtačkami do bežných ocelí. Relatívne nízka cena vrtákov HSS-R je dôsledkom ekonomicky efektívneho spôsobu výroby a finálneho opracovania.
O triedu vyššou skupinou sú vrtáky HSS-G (Ground). Sú vyrábané brúsením na automatických strojoch, pričom sa brúsia aj rezné hrany (obvodové fazetky) a povrch vrtáka. Väčšie priemery (od Ø 13mm) sa najprv frézujú. Upútajú už na prvý pohľad veľmi pekným a lesklým striebristým vzhľadom, ktorý je výsledkom najmä precízneho opracovania. Pri brúsení povrchu sa zároveň „dobrusuje“ aj priemer vrtáka, takže HSS-G vrtáky majú vyššiu presnosť ako vrtáky HSS-R. Tu si už môžeme dovoliť vŕtať aj do ocelí vyšších pevností. Pri kúpe takéhoto vrtáka sa však oplatí preveriť, či má brúsenú špičku. Keď nie, nemal by byť dvojnásobne drahší ako HSS-R. Vŕtanie týmito vrtákmi je rýchlejšie, vydržia dlhšie a aj keď sú tvrdšie ako HSS-R, môžeme nimi vŕtať nielen stojanovou, ale aj ručnou vŕtačkou.

Obr. 5. Vrták HSS-G

Obr. 6. Vrták HSS-TiN
Nasledujú „zlaté“ vrtáky HSS-TiN. Všetci ich nazývajú titánové. Aký titán? Titán je len na povrchu – a ani nie titán, ale povlak z nitridu titánu, ktorý dáva vrtáku zlatú farbu. V princípe ide o vrták HSS-G s povlakom. Tento povlak nie je (iba) pre parádu, má aj iný význam. Zvyšuje nielen tvrdosť, ale aj húževnatosť vrtáka, preto sa často vyrába v prevedení so šesťhrannou stopkou a je vhodný aj pre rázové uťahovače. Riešenie však má aj nevýhodu – keďže sa jedná „iba“ o povlak, pri brúsení sa z takéhoto vrtáka stáva „obyčajný“ vrták. Do tejto skupiny patrí napríklad aj vrták HSS-TiAlN. Povlak tohto vrtáku je z nitridu titánu legovaného hliníkom (Al). Veľmi zriedkavý vrták.
A sme na vrchole. Vrtáky s prímesou kobaltu sú označované ako HSS-E alebo HSS-Co. Kobalt nie je povlak, ale legúra suroviny – teda materiálu, z ktorého sa vrták vyrába. Stretávame sa s označením HSS-Co 5% alebo HSS-Co-8%. Hodnota samozrejme vyjadruje percento kobaltu v rámci prípustnej tolerancie.
Majú krásnu hnedastú, skôr bronzovú farbu. Niekto by povedal, že farba je „antik“. Skrátka, nie sú ani sivé, ani čierne, ani striebristo lesklé a ani zlaté. Veľmi dobre znášajú vysoké teploty, málo sa opotrebujú – toto je vrták, ktorý môžeme smelo nazvať TOP. Sú veľmi dobrým riešením napríklad pre vŕtanie do nerezu, avšak vzhľadom na vysokú tvrdosť nie sú veľmi vhodné pre ručné vŕtanie a najmä tie s malými priemermi sa môžu pomerne ľahko zlomiť.

Obr. 7. Vrták HSS-E (HSS-Co)
A na záver
Keď niekomu nestačí ani TOP trieda HSS-Co 8% a potrebuje ísť kvalitatívne „ešte vyššie“, existujú už iba vrtáky TCT (Tungsten Carbide Type) - z tvrdokovu na báze karbidu wolfrámu. Tu však zastaňme, pretože otvárať dvere do práškovej metalurgie nie je témou tohto článku.
Kľúčové slová: vrták do kovu, HSS, HSS-R, HSS-G, HSS-TiN, HSS-E, HSS-Co
Zdroje:
Interné technické a školiace materiály spoločnosti HERMAN


Tóth Mihály –
Nagyon jól érthető leírás a fúrókról , bővült az ismeretem . Köszönöm
Veľmi zrozumiteľný popis vrtákov, rozšíril moje vedomosti. dakujem
Preložiť text Zobraziť originálpetr –
parádně vysvětleno.v 56 letech konečně rozeznám vrtáky.
W. A. Lacky –
Tisztelt Herman Úr!
Végre egy nem szószátyár, lényegre törő, nem tankönyv-ízű leírást olvashattam a klf. fúrókról.
Köszönöm és gratulálok.
Én finommechanikai műszerészként kezdtem, majd híradástechnikai mérnök lettem, de azóta is folyamatosan végzek mechanikai munkákat a nem túl precizen felszerelt, de amatőr munkákhoz majdnem megfelelő műhelyemben.
Üdvözlettel: Wiktor Arnold Lacky
Vážený pán Herman,
Preložiť text Zobraziť originálKonečne som si mohol prečítať neslovný, vecný, učebnicový popis klf. o cvičeniach.
Ďakujem a gratulujem.
Začínal som ako presný mechanik, potom som sa stal vysielačom, no odvtedy nepretržite robím mechanické práce vo svojej dielni, ktorá nie je veľmi precízne vybavená, ale na amatérsku prácu je takmer vhodná.
S pozdravom Wiktor Arnold Lacky
Ing. Pavol Šramko –
Veľmi užitočný, jasne písaný článok. Žiadne "omáčky", len fakty. Konečne pri kúpe vrtákov si budem môcť správne vybrať. Uvítal by som tiež návod na SPRÁVNE dobrusovanie vrtákov, nakoľko internet je plný bludov.
Tomáš Vojík –
věčné téma, ještě kdyby existovala jednoduchá příručka na broušení. Přípravky většinou nefungují
Prokop –
Teda, dosť dobrá recenzia. :-)
Csaba Kiss –
Könnyen érthető szakszerű magyarázat.
Ľahko pochopiteľné odborné vysvetlenie.
Preložiť text Zobraziť originálGabriel Köteles –
Úžitočný článok, zrozumiteľne vysvetlené pojmy...
Jozef Klein –
Ďakujem za veľmi pekne a zrozumiteľne napísaný článok.
Je to napísané ako v učebnici, super !
Jozef
Ronta Zoltán –
Könnyen érthető szakszerű magyarázat.
Amit hiányolok, a fúrószárakhoz tartozóan, nem ír javasolt fúrási fordulatszám tartományokat.
Ľahko pochopiteľné odborné vysvetlenie.
Preložiť text Zobraziť originálČo mi chýba je, že nepíše odporúčané rozsahy otáčok vrtákov pre vrtáky.
Jakub Borsík –
Zaujímavý článok. Hlavne jednoducho vysvetlené rozdiely v označení vrtákov.
Szilágyi Miklós –
Korrekt írás.
Správne písanie.
Preložiť text Zobraziť originálBrezina Lajos –
Eléggyakran kell rozsdamentes lemezbe is fúrnunk kisebb-nagyobb furatot.
A kicsik jellemzően csavarok előfúrásához kellenek, a nagyobb (10-10,5mm) a lemezroppantó tengelyének.
Ezekhez a megmunkált anyag miatt eleve kobaltost használunk.
A 6-6,5mm-es fúrószár meg azért kobaltos, mert rengeteg lemezt, fémtálcát fúrok vele. Itt a mennyiség-tartósság miatt fontos.
A többi fúrószár típust, s a jelölésüket nem igazán ismertem eddig, így ez a cikk most hasznos volt nekem.
Köszönöm!
Do nerezových platní musíme často vŕtať menšie či väčšie otvory.
Preložiť text Zobraziť originálMalé sú zvyčajne potrebné na predvŕtanie skrutiek, väčšie (10-10,5 mm) na hriadeľ doskového drviča.
Na tie sa kvôli opracovanému materiálu používa kobalt.
Vrták 6-6,5 mm je kobaltový, pretože ním vŕtam veľa platní a kovových podnosov. Tu je to dôležité kvôli stabilite množstva.
Ostatné typy vrtákov a ich označenie som doteraz veľmi nepoznal, takže tento článok bol pre mňa užitočný.
Ďakujem!
Deák Antal –
Jó és szakszerű magyarázat, könnyen érthető. Még sok hasonlót várok.
Deák vas- műszaki, Bodrogkeresztúr
Dobré a profesionálne vysvetlenie, ľahko pochopiteľné. Teším sa na mnoho ďalších podobných.
Preložiť text Zobraziť originálDeák železo a oceľ, Bodrogkeresztúr
Štrba Ján –
Veľmi poučné.