 Slovakia
Slovakia
 Plánujete nakúpiť viac? Vyžiadajte si ponuku
Plánujete nakúpiť viac? Vyžiadajte si ponuku
Uhlíkové kefy IX. – Čo treba urobiť po ich výmene
Písmeno „i“ rozoznáte v slove aj bez bodky, ale hneď vidíte, že niečo chýba. Tak je tomu aj pri komutátorových motoroch, aj keď slovo „zábeh“ v spojitosti s nimi možno mnohých prekvapí. So zábehom sa bežne stretávame pri spaľovacích motoroch v súvislosti s novým motorom alebo po jeho generálnej oprave. Ide najmä o dokonalé „sadnutie si“ navzájom súvisiacich trecích komponentov, kde medzi najkritickejšie patria piestne krúžky pohybujúcich sa piestov vo valci motora.
Už tu je prvý súvis s uhlíkovými kefami. V spaľovacom motore sú to piestne krúžky a valec, ktoré sú vo vzájomnom trení, v komutátorových motoroch ide o uhlíkové kefy a komutátor. Kým v spaľovacích motoroch je medzi piestnym krúžkom a valcom mikroskopická vrstva motorového oleja, v komutátorových motoroch je touto kľúčovou vrstvou film na klznom kontakte.
Presne tak, ako by si mal dobrý automechanik pri rozoberaní motora poznačiť, ktorý piestny krúžok kde a v akej polohe bol, aj pri údržbe komutátora doporučujeme označiť miesto a polohu kefy.
Motorkári veľmi dobre vedia, koľko jemných kovových čiastočiek je usadených vo vypúšťacej skrutke (obr. 1) umiestnenej na najnižšom mieste olejovej vane. A nie náhodou je súčasťou tejto skrutky permanentný magnet - pritom olej cirkuluje v motore cez olejový filter, ktorý väčšinu kovových čiastočiek zachytí...
V elektrickom ručnom náradí nie je žiadny filter ani skrutka s magnetom. Preto je nutné náradie pravidelne čistiť.
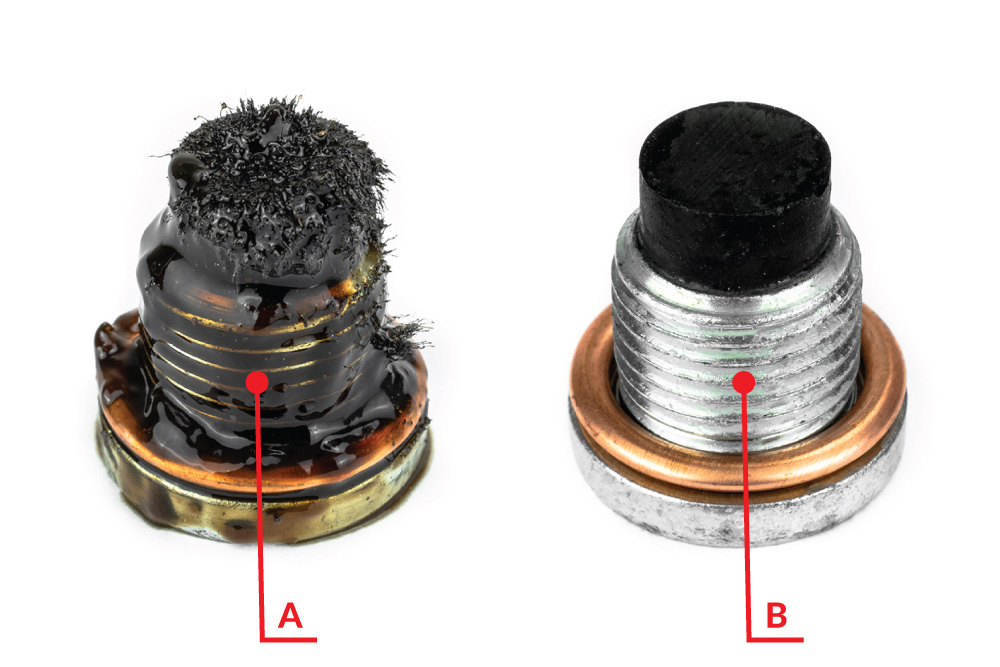
Obr. 1. Zanesená (A) a čistá (B) vypúšťacia skrutka olejovej vane
Význam zabehávania uhlíkových kief
Pod pojmom „zabehnuté uhlíkové kefy“ budeme rozumieť v tomto článku také kefy, ktoré majú rádius zhodný s rádiusom komutátora a tak ako piestne krúžky a valec v spaľovacích motoroch aj uhlíkové kefy a komutátor sú navzájom prispôsobené svojim tvarom na vzájomnej kontaktnej ploche.
Aby sme Vám čo najlepšie priblížili význam zabehávania uhlíkových kief v komutátorových motoroch, vykonali sme niekoľko meraní.
Ukážu nám nielen to, čo sa deje na klznom kontakte ale aj to, ako vplývajú nezabehnuté kefy na výkon motora a na prúdové zaťaženie najmä pri jeho rozbehu.
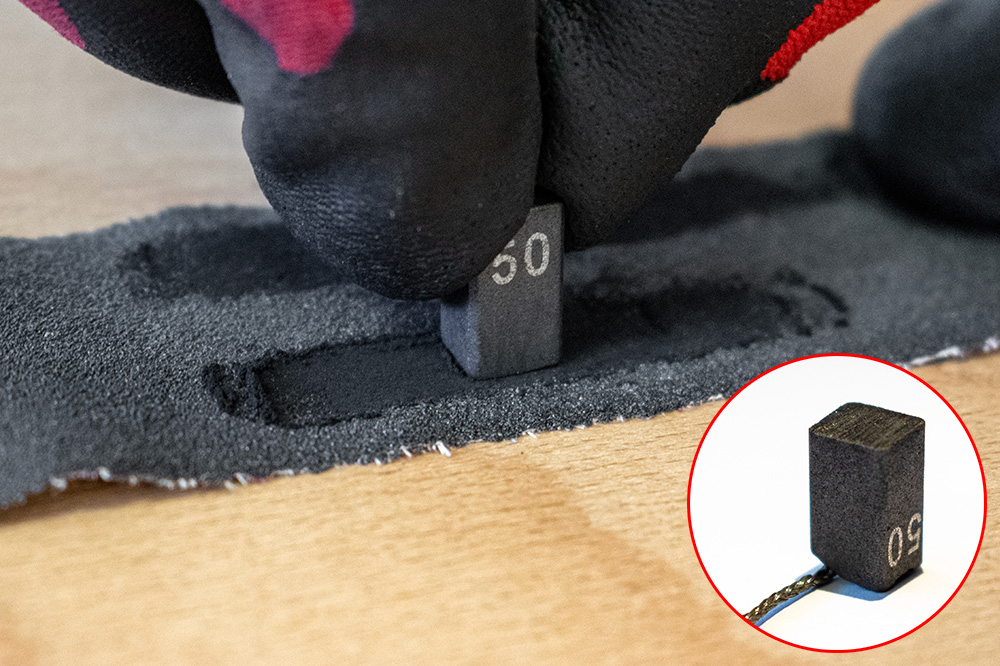
Obr. 2. Príprava rovnej kefy
Budeme sa venovať dvom „extrémnym“ situáciám – pôjde o rovné kefy (s rovnou kontaktnou plochou, bez rádiusu) a dobre zabehnuté kefy (s presným rádiusom). V oboch prípadoch však budeme pracovať s tou istou kvalitou kief a vždy pôjde o originálne kefy. V praxi sa často vyskytuje ešte väčší extrém – rovné kefy neurčitého pôvodu a vlastností. Iste viete, na čo myslím.
Vzhľadom na to, že všetky naše nové kefy do uhlových brúsok majú predpripravený rádius, obetovali sme jeden pár na to, aby sme si vyrobili rovné – teda „zlé“ kefy. Na to stačí brúsny papier zrnitosti cca 100 položený na rovnej a pevnej podložke a za pár minút je z kefy s rádiusom rovná kefa (obr. 2).
Je to tak trocha aj návod, ako urobiť z rovnej kefy kefu s rádiusom... stačí brúsne plátno a „kopyto“ s rádiusom komutátora.
No a druhý extrém, ktorý budeme skúmať, sú dobre zabehnuté kefy presne kopírujúce rádius komutátora (obr. 3).
Všetky nasledovné merania sa uskutočnili s rovnakou uhlovou brúskou (WX-12501 – príkon 1000W, priemer kotúča 125mm), rezal sa rovnaký obrobok (16mm roxor zo stavebnej ocele), s rovnakým rezným kotúčom (AS-30 Classic) a kontrolovaný konštantný prítlak nám zabezpečil automatický testovací stroj.
Naše kotúče totiž testujeme nielen v súlade s normou EN 12413, ale vykonávame aj „nepovinné“ testy životnosti vyrobených kotúčov (a samozrejme, testujeme aj konkurenčné produkty  ).
).
Ešte pár slov k testovaciemu stroju. Použili sme ho preto, aby sme vylúčili nepresnosti vznikajúce pri rezaní ľudskou silou – každý tlačí na kotúč inak, ráno má človek viac síl ako po troch hodinách práce.
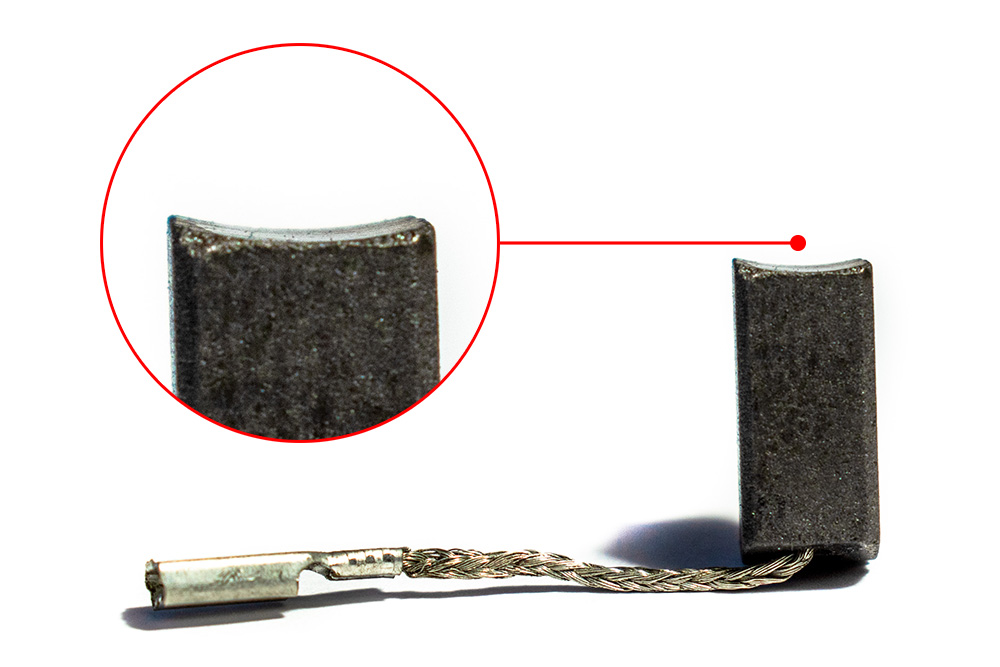
Obr. 3. Zabehnutá kefa s rádiusom komutátora
Na stroji je možnosť nastavovania konštantnej rýchlosti posuvu uhlovej brúsky do rezu. Nastavuje sa v milimetroch za sekundu a takouto rýchlosťou tlačí automat do rezu brúsku s kotúčom „hlava – nehlava“. Je to veľmi náročný test, brúska aj kotúč dostanú zabrať – pre nás je však v tomto prípade dôležitý fakt, že podmienky merania sú rovnaké.
Bežne testujeme rýchlosťou posuvu 3mm/sek a nie je to náhoda – takáto rýchlosť posuvu je blízko realite. Máme totiž odskúšané, že človek odreže 16mm roxor za 5 až 7 sekúnd, čo je rýchlosť posuvu v intervale cca 2,3 až 3,2 milimetra za sekundu.
Konštanty sme si teda v skratke povedali, tak poďme sa pozrieť pekne po poriadku, čo sa deje na klznom kontakte, ako to je s výkonom motora a aké sú hodnoty odberu prúdu. A samozrejme si povieme aj to, čo to všetko znamená a aký to má význam.
Čo sa deje na klznom kontakte
Na klznom kontakte komutátorových motorov je vždy možné pozorovať iskrenie. Rozdiel je v tom, o aké iskrenie ide.
Video 1: Intenzita iskrenia zabehnutých (A) a rovných kief (B)
Malé iskry najmä modrej farby sú neškodné a sú prirodzenou súčasťou činnosti komutátorového motora v dobrej kondícii. Rozdiel v intenzite iskrenia pri rovných kefách a kefách s rádiusom si môžete pozrieť vo videu 1. Na záberoch je vidieť vznikajúce a zanikajúce kontaktné body.
Pozorný čitateľ si všimne, ako sa iskry zintenzívnia, keď ide brúska s kotúčom do záberu. Iste, zintenzívnia sa aj pri zabehnutých kefách, ale rozdiel je zreteľný. Zjednodušene možno konštatovať, že iskry zabehnutého zaťaženého motora sú svojou intenzitou a veľkosťou podobné iskrám nezabehnutého a nezaťaženého motora.
Výkon uhlovej brúsky
Teraz sa pozrieme, ako vplývajú oba „typy“ kief na výkon uhlovej brúsky. Nie, nepomýlil som sa, nie je reč o príkone, ale o výkone, o ktorom vieme, že nie je jednoduché ho zmerať. Ani my ho v tomto pokuse nevyjadríme vo wattoch, ale pripravili sme takú názornú ukážku, aby bol na prvý pohľad jasný rozdiel medzi nimi.
Začneme posuvom 2mm/sek – to znamená, že kotúč prereže 16mm roxor za 8 sekúnd. Je to pomerne pomalý posuv a obe varianty kief si s ním poradili. Pri rýchlosti 3mm/sek je už možné na poklese otáčok a aj podľa zvuku pozorovať, že najmä motor s rovnými kefami sa značne namáha a s rýchlosťou 4mm/sek si už neporadil (video 2).
Video 2: Čo zvládne motor s rovnými kefami
Video 3: Čo zvládne motor so zabehnutými kefami
Kotúč zostal vzpriečený v reze a pozorný čitateľ si určite všimol jeho poškodenie. Aj keď to nesúvisí s touto témou, krátko sa tu zastavme: v praxi musí obsluha okamžite vypnúť uhlovú brúsku alebo to urobí funkcia „kick back stop“, ak je náradie touto funkciou vybavené. V opačnom prípade hrozí vážny pracovný úraz. Náš automatický tester, ktorý nahrádza človeka, to neurobil (lebo nemá a ani nepotrebuje mať takú funkciu) – ale aspoň vidíme, aký vplyv na bezpečnosť má vzpriečenie nástroja v reze.
Brúska so zabehnutými kefami zvládla nielen 4, ale aj 5mm posun za sekundu a ostala „visieť“ až pri 6mm za sekundu (video 3).
Záver je očividný: od uhlovej brúsky s neprispôsobeným rádiusom kief nemôžeme čakať zďaleka taký výkon ako so zabehnutými kefami a aj riziko možného preťaženia motora je oveľa vyššie.
Prúdové zaťaženie pri rozbehu motora
Lokomotíva potrebuje veľa energie na svoj rozbeh a automobil v mestskej prevádzke pri častom zastavovaní a rozbiehaní spotrebuje veľa paliva. Aj pri elektrických motoroch je to podobné – rozbeh je energeticky náročný proces.
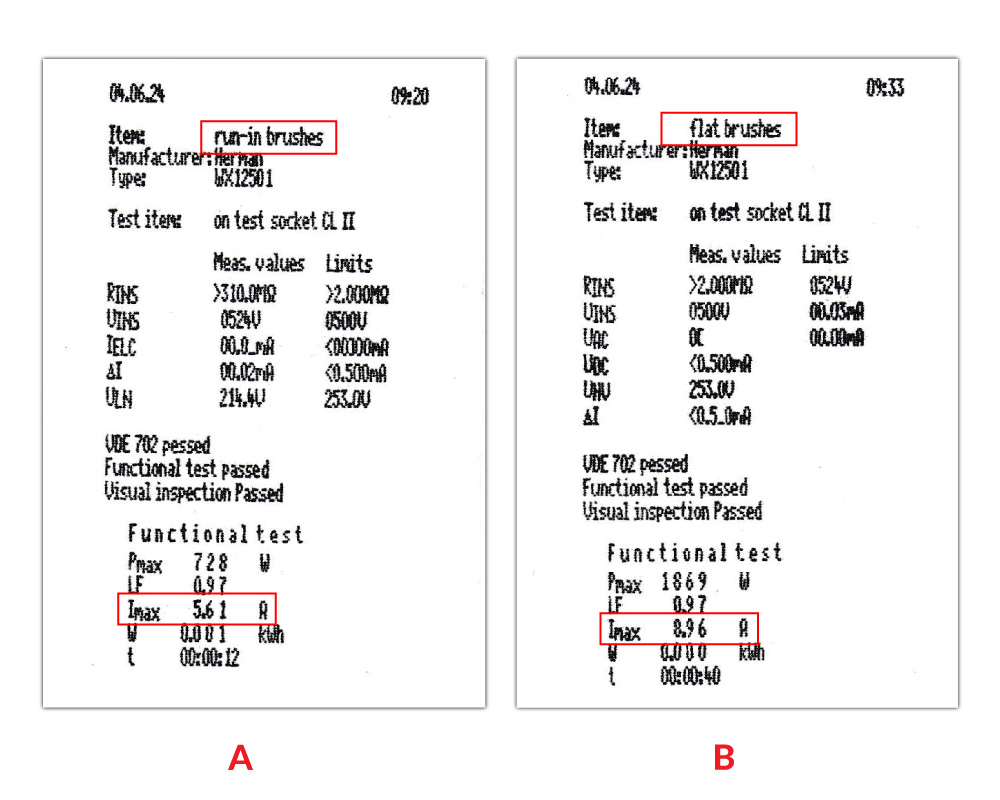
Obr. 4. Protokol merania maximálneho rozbehového prúdu WX-12501 so zabehnutými (A) a rovnými (B) kefami
Veľké prúdy a nedostatočné (resp. žiadne) otáčky pre nasávanie chladiaceho vzduchu majú na motor negatívny vplyv, aj keď tento stav trvá krátko. Preto majú výkonné motory rozbehovú elektroniku – téma na neskôr.
Prúdové zaťaženie pri rozbehu motora a najmä rozdiel v rozbehových prúdoch v oboch skúmaných prípadoch je posledným dôkazom, prečo treba kefy zabehať a nezaťažovať motor hneď po ich výmene.
Uhlová brúska WX-12501 má príkon 1000W, to znamená, že motor je „dimenzovaný“ na prúd 1000W/230V = 4,35A. Samozrejme, konštrukcia motora v profesionálnom elektrickom náradí umožňuje krátkodobé preťaženie a počíta s rozbehovými prúdmi. Aj brúska s dobre zabehanými kefami dosahuje pri rozbehu špičku Imax = 5,61A (obr. 4 A), čiže motor je krátkodobo preťažený. Avšak tá istá uhlová brúska s rovnými kefami má Imax = 8,96A (obr. 4 B), a to je 1,5-násobne viac ako motor so zabehnutými kefami a dvakrát viac ako je nominálna hodnota!
Proces zábehu uhlíkových kief
Z vyššie uvedených pokusov a meraní je zrejmé, že je lepšie nové uhlíkové kefy zabehať ako ich „nechať napospas osudu“. Samozrejme, vychádzame z toho, že výmena kief sa nevykonala na kolene, ale správnym postupom.
Jedna z teórií hovorí o zabehávaní bez zaťaženia – jednoducho zapnúť elektrické náradie a nechať ho bežať vo voľnobežných otáčkach. Len pre zaujímavosť – kefy s predpripraveným rádiusom by si takýmto spôsobom „sadli“ asi za hodinu, rovným kefám by nestačili ani štyri hodiny.
Veríte, že by niekto toto aj robil? Ja nie.
Naše odporúčanie je iné. Vychádza z faktu, že uhlíkovým kefám viac škodí práca v nezaťaženom režime ako v mierne preťaženom režime. Preto po výmene uhlíkových kief pracujte aspoň hodinu čistého času tak, aby ste náradie nepreťažovali. Brúskou režte s citom, neponáhľajte sa. S kladivom vŕtajte radšej menšie priemery a so skrutkovačom skrutkujte radšej menšie skrutky. A podobne narábajte aj s novým náradím. Doprajte mu čas, aby sa „zabehlo“.
Záver
Týmto článkom končí naša séria článkov o uhlíkových kefách. Snažili sme sa nimi vyplniť medzeru v informáciách, ktorú sme pociťovali a odhaliť niektoré tajomstvá tejto „čiernej mágie“. A aj trocha oživiť túto tému, pretože nie sme toho názoru, že uhlíkové kefy patria do minulosti. Za posledné desaťročia nám značne uľahčili prácu a patrí im, aj ich vynálezcom a zlepšovateľom, vďaka. My sme iba konzumentmi ich práce.
Neznamená to, že sa k uhlíkovým kefám už nikdy nevrátime – máme ešte v talóne niekoľko zaujímavostí. Budeme sa však viac venovať bezkefovým motorom, ktoré sú právom „trendy“ a majú určité výhody. Vďaka nim dnes pokročila technológia BLDC (Brushless DC) motorov pre napájanie jednosmerným prúdom (akumulátorové náradie) tak, že v tejto kategórii sú nimi veľmi rýchlym tempom nahradzované komutátorové motory naprieč celým spektrom. Nedá sa však povedať, že sú dotiahnuté do dokonalosti.
Ešte menej sú prebádané motory PMSM (Permanent Magnet Synchronous Motor), ktoré veľmi, ale veľmi pomaly nahrádzajú komutátorové motory napájané striedavým prúdom. Tu je ešte čo robiť a aj my sa chceme v tejto oblasti seriózne angažovať.
Kľúčové slová: uhlíkové kefy, zábeh kief, výkon motora, prúdové zaťaženie, testovanie, proces zábehu
Zdroje:
Interné technické a školiace materiály spoločnosti HERMAN
Ing. Luboš Kotnauer: Uhlíkové kartáče – černá magie kouzel zbavená (Časopis Elektrotechnik 1982)
https://www.youtube.com/watch?v=-Lv3WrnN03A
https://robodoupe.cz/2014/zabeh-elektromotoru/


Mikulas Tóth –
Poučný článok.
Ondrej Godál –
Veľmi pekne ďakujem. O nutnosti zábehu kief som vedel už pred časom, no tu v článku sú uvedené informácie aj v konkrétnom a presnejšom vyjadrení. Kiežby toto vedeli všetci uživatelia... :)
Iveta Šestáková –
Dobry clanok
Silvia Hanzelová –
zaujímavý text so zabehávaním kief
Tomáš Vrkoslav –
Článek se vyjadřuje k problematice uhlíkových kartáčů v elektrickém ručním nářadí.
Ján Korbulec –
Ďakujem za pekne spracovaný článok o tejto problematike.
:)
J.K.
Bohuš –
Dobre
Oliver –
Super napísaný článok
Mária Vajda Susányi –
zaujimavy clanok aj pre zenu