 Slovakia
Slovakia
 Plánujete nakúpiť viac? Vyžiadajte si ponuku
Plánujete nakúpiť viac? Vyžiadajte si ponuku
Korund, zirkónium, keramika, silícium karbid... Viete, čím sa líšia?
Brúsivá sa používajú už od doby kamennej. Spočiatku sa na brúsenie, vyrovnávanie a vyhladzovanie povrchu obrábaných materiálov (predovšetkým dreva, kostí, neskôr kovov) používal piesok.
V súčasnosti sa v priemyselnej sfére využívajú brúsne zrná vyrobené zo syntetických materiálov, ako je korund, zirkónium, keramický korund alebo silícium karbid. V minulosti sa používali aj prírodné materiály, avšak v súčasnosti sa používajú len zriedkavo u menej náročných aplikácií, pretože u nich nie je jednoduché zabezpečiť ich konštantné vlastnosti.
Brúsne zrná sú klasifikované hlavne na základe materiálu, z ktorého sú vyrobené a následne podľa veľkosti jednotlivých zrniečok. Výber správneho brúsneho zrna pre obrábanie konkrétneho materiálu je kľúčový pre dosiahnutie optimálneho výsledku.
Čo sú brúsne zrná?
Brúsne zrná sú syntetické tvrdé materiály používané na odstránenie prebytočného materiálu z povrchu obrobku. V praxi sa často používa termín abrazívne zrná.
Medzi najbežnejšie materiály na výrobu brúsnych zŕn patria: oxid hlinitý (korund), oxid zirkoničitý (zirkónium), keramický oxid hlinitý alebo silícium karbid.
Brúsivá sa vyrábajú v rôznych zrnitostiach, pri bežnom brúsení sa používajú najmä zrnitosti v rozmedzí F24-F80, (veľkosť zŕn v rozmedzí 180-710 μm). Pre špeciálne účely, predovšetkým pre veľmi jemné brúsenie a leštenie povrchov (napr. karosársky priemysel) sa používajú brúsivá na podložke vyrobené z veľmi malých čiastočiek, až po zrnitosť F1500 (3 μm). Zrnitosť abrazívnych materiálov je sama osebe komplexná téma.

Obr. 1. Najbežnejšie brúsivá

Obr. 2. Brúsny kotúč, lamelový kotúč, fíbrový kotúč
Ďalšími dôležitými vlastnosťami brúsiv je ich kryštalická štruktúra a húževnatosť. Kryštalická štruktúra do značnej miery ovplyvňuje, akým spôsobom sa pri práci (pod tlakom) zrniečka brúsiva štiepia - a teda akého tvaru a geometrie budú rezné hrany odštiepených čiastočiek. Húževnatosť (opak krehkosti) určuje, nakoľko sú čiastočky brúsiva odolné voči rozpadu.
Z brúsnych zŕn sa vyrába široká škála produktov - nástrojov pre drevo- a kovospracujúci priemysel.
V našom článku sa zameriame na porovnanie štyroch bežne používaných brúsiv, s ktorými sa aj v praxi stretnete najčastejšie. Majú mnoho spoločného, ale zároveň sa výrazne líšia niektorými vlastnosťami, ktoré určujú primárnu oblasť ich použitia.
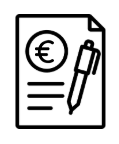
1. Korund – oxid hlinitý

Korund je najbežnejšie a najmenej nákladné brúsne zrno používané v priemyselných aplikáciách. Okrem samotného rezania a brúsenia sa používa bežne aj na opracovanie kovových povrchov otryskávaním.
Chemickým zložením ide o oxid hlinitý (Al2O3), avšak v korunde sa vždy nachádza aj malé množstvo (v rádoch 0,2-2%) prímesí, ako je oxid titaničitý alebo železitý. Pri výrobe abrazívnych nástrojov pre opracovanie nehrdzavejúcej ocele (nerezu) je potrebné dbať na to, aby bol použitý korund bez prímesí obsahujúcich železo, pretože pri použití nástrojov obsahujúcich hoci len stopové množstvo železa by mohlo dôjsť ku korózii opracovávaného materiálu.
Korund má dlhú životnosť a pevné rezné hrany. Korundové zrná majú pri používaní tendenciu skôr sa otupovať ako štiepiť, čo vysvetľuje dlhú životnosť tohto brúsiva. Avšak, na druhej strane, otupovanie zrna v pracovnej časti nástroja má za následok pomalší rez, resp. pomalší úber materiálu pri brúsení, väčšie prehrievanie nástroja aj opracovávaného materiálu, väčšie namáhanie náradia a v konečnom dôsledku aj vyššie energetické nároky pri rezaní/brúsení.
Korund sa používa predovšetkým na opracovávanie kovov a dreva. Podmienene je možné použiť ho aj na opracovanie nerezu, avšak vzhľadom na vlastnosti tohto materiálu je efektívnejšie použiť zirkóniové brúsivo.
V závislosti od výrobného procesu, hlavne od teploty sú zrná oxidu hlinitého biele, hnedé alebo červenkasté, pri špeciálnych tepelných úpravách pri výrobe môžu byť aj modré.
Obr. 3. Opotrebovávanie korundových zŕn – klinovité, hranaté zrno, makroopotrebenie/otupovanie
Bez ohľadu na to, akej farby je surovina, podľa zaužívaných zvyklostí farebné prevedenie výsledného produktu – nástroja býva spravidla hnedé/čierne.
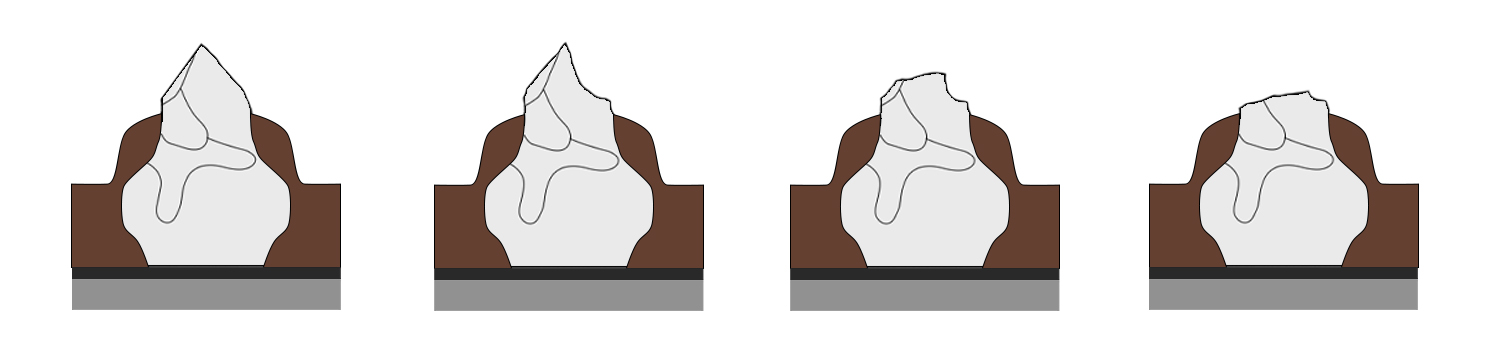
2. Zirkónium – oxid zirkoničitý

Jeho výroba je oproti korundu nákladnejšia, čoho dôsledkom je, že zirkóniové brúsivo je drahšie ako korund.
Oproti korundu sú zirkóniové brúsivá húževnatejšie a majú vyššiu tepelnú odolnosť. Vzhľadom na vyššiu cenu sa tieto brúsivá len zriedka používajú pri výrobe stmelených brúsnych nástrojov, kde je nutné použiť veľký objem brúsiva, avšak sú ideálnou voľbou na výrobu listov brúsneho papiera, brúsnych pásov a lamelových brúsnych kotúčov na kov a konečnú úpravu povrchov.
Zirkónové brúsivá sú ideálne pre aplikácie na opracovanie kovov, najmä kovov s vyššou pevnosťou – ušľachtilé ocele a nehrdzavejúca oceľ. Chemické zloženie a kryštalická štruktúra tohto brúsiva mu dáva schopnosť samoostrenia.
Je nutné poznamenať, že v praxi sa zriedka používa len samotné zirkóniové brúsivo. Najčastejšie sa používa v kombinácii s korundom v určitom pomere a nie všetci výrobcovia o tejto skutočnosti informujú. Zákazník tak často kupuje výrobok označený ako „vyrobené zo zirkóniového brúsiva“, avšak nevie, aký skutočný podiel zirkónia výrobok obsahuje, pričom je veľký rozdiel vo výkonových parametroch výrobku, keď obsahuje napr. 30, 50, alebo 70% zirkóniového brúsiva.
Zirkóniové brúsne pásy, z ktorých vyrábame lamelové kotúče typu LR-XX, obsahujú 50% zirkónia, čo sa považuje za „zlatý štandard“.
Obr. 4. Opotrebovávanie zirkóniových zŕn – klinovité, blokové zrno, mikroopotrebenie/samoostrenie
Kryštáliky zirkónia sú spravidla svetlosivej farby, ale farebné prevedenie výsledných produktov – nástrojov býva najčastejšie modré alebo zelené.
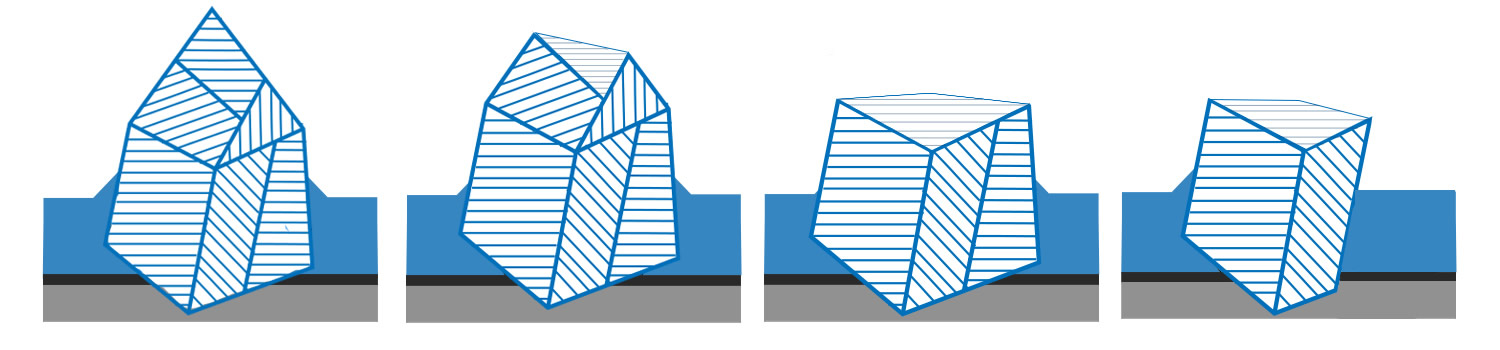
3. Keramické brúsivo (keramický oxid hlinitý)

Keramické brúsivá predstavujú revolúciu v odvetví. Ich výroba je oveľa náročnejšia, čoho dôsledkom je ich podstatne vyššia cena, ktorá sa premietne aj do ceny finálneho výrobku – brúsneho nástroja.
Keramické zrná oxidu hlinitého majú najdlhšiu životnosť a najrýchlejší úber spomedzi všetkých bežne používaných brúsnych zŕn. Brúsenie je konzistentné a agresívne aj pri miernom aj pri vysokom prítlaku.
Toto brúsivo sa používa v najnáročnejších priemyselných aplikáciách pre obrábanie ušľachtilých ocelí a superzliatin.
Keramické brúsne zrná majú jemnú mikrokryštalickú štruktúru a postupným odlamovaním a uvoľňovaním malých čiastočiek si stále udržujú ostré hrany.
Obr. 5. Opotrebovávanie keramických zŕn – ostrohranné zrno, mikroopotrebenie/samoostrenie
Zrná keramického korundu sa vyrábajú v rôznych farbách, najčastejšie v bielej alebo svetlomodrej. Pre farebné označovanie výrobkov z keramického brúsiva sa zaužívala červená farba.
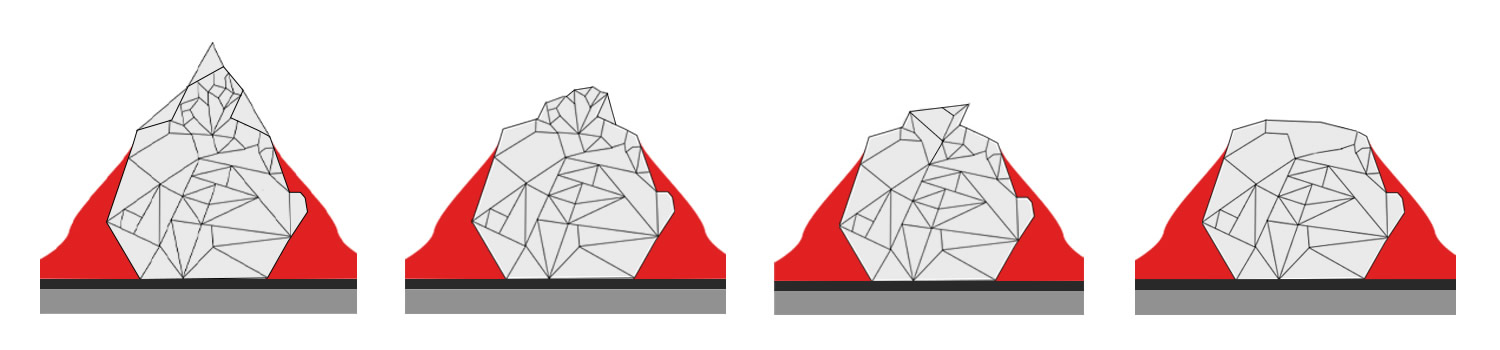
4. Silícium karbid

Toto brúsivo sa od predchádzajúcich typov pomerne výrazne líši. Je síce tvrdšie ako ostatné brúsivá, chýba mu však húževnatosť potrebná k efektívnemu opracovaniu kovov. Okrem toho obsahuje uhlík, ktorý hlavne pri vyšších teplotách „veľmi ochotne“ chemicky reaguje so železom.
Preto ho zásadne nepoužívame pri opracovávaní železa alebo ocelí. Podmienene ním môžeme brúsiť neželezné kovy a exceluje pri opracovávaní kameňa, betónu, skla a tvrdých plastov.

Obr. 6. Opotrebovávanie silícium karbidových zŕn – klinovité, hranaté zrno, lom
Životnosť - výdrž výrobkov z rôznych typov abrazívnych zŕn
Životnosť abrazívneho nástroja hovorí o tom, koľko práce dokáže nástroj vykonať, kým sa opotrebuje natoľko, že už nie je použiteľný. V zásade platí, že čím pokročilejšie brúsivo je pri výrobe nástroja použité, tým vyššia je jeho životnosť. Metodík na meranie životnosti abrazívnych nástrojov je mnoho, niektoré z nich sú relevantnejšie ako iné, pretože do hry vstupuje mnoho faktorov a nie všetky metodiky ich zohľadňujú – napr. typ materiálu použitého pri testovaní, jeho veľkosť a tvar, použité hnacie náradie pri testovaní a jeho výkon, použitý tlak a rýchlosť posuvu nástroja voči obrábanému predmetu a pod...
Údajom, ktorý bežnému užívateľovi povie snáď najviac môže byť napr.: „S novým modrým lamelovým kotúčom (zirkóniovým) odbrúsite až do jeho úplného opotrebenia približne 2,0-2,5 kg železa“.
Úber materiálu
Vlastnosti jednotlivých materiálov, z ktorých sa vyrába abrazívne zrno ovplyvňujú okrem iného aj rýchlosť úberu opracovávaného materiálu. Na rozdiel od životnosti nástroja táto charakteristika brúsiva určuje rýchlosť úberu materiálu z opracovávaného obrobku. Je logické, že brúsivo, ktoré má schopnosť samoostrenia, bude mať rýchlosť úberu vyššiu ako je tomu u brúsiva, kde sa jednotlivé zrná pri práci otupujú.
Rozhodli sme sa otestovať úber materiálu pri brúsení nástrojmi vyrobenými zo všetkých abrazívnych materiálov opísaných v článku (s výnimkou silícia karbidu, ktoré nie je vhodné na opracovávanie kovov).
Pre porovnávací test sme zvolili lamelové kotúče LS-10 Area (korund), LR-10 Area (zirkónium) a LX-10 Area (keramické zrno). Vo všetkých troch prípadoch sme vybrali kotúče priemeru 125mm a so zrnitosťou P40.
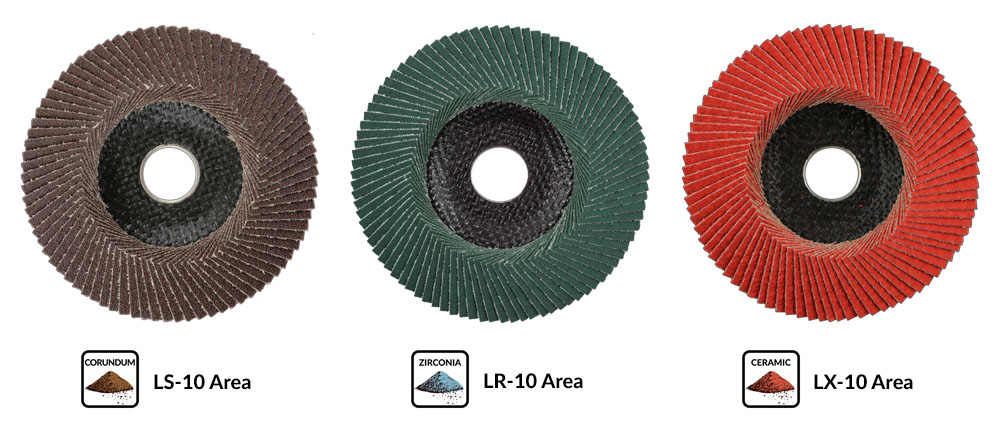
Obr. 7. Kotúče LS, LR, LX
Pre zabezpečenie konštantných podmienok testu bol použitý automatický testovací stroj RIFLEX GTR3 osadený uhlovou brúskou HERMAN WX 12501 s výkonom 1000W. Prítlak na materiál pri brúsení bol nastavený na 2,8 kg. Bol zvolený tak, aby brúska pracovala tesne pod hranicou svojho nominálneho príkonu. Teplota okolitého prostredia počas testu bola konštantná – 28°C.

Obr. 8. Testovacie zariadenie RIFLEX GTR, detail na založený obrobok
Test spočíval v brúsení oceľovej pásoviny z bežného materiálu S235 bez povrchovej úpravy o hrúbke 10 mm na výšku po dobu 10 x 1 minúta. Testovacie zariadenie automaticky zaznamenávalo úbytok brúseného materiálu.
| Typ lamelového kotúča |
Odbrúsený materiál za 10 minút brúsenia |
| LS-10 Area (korund) | 285g |
| LR-10 Area (zirkónium) | 427g |
| LX-10 Area (keramické brusivo) | 512g |
Tab. 1. Úbytok brúseného materiálu pri použití rôznych abrazívnych zŕn
Zhrnutie - použitie jednotlivých typov brúsiv v praxi
Hoci podmienene – za cenu nie optimálne efektívneho výkonu - je možné pre opracovanie kovových povrchov použiť akékoľvek z vyššie opísaných brúsiv, vlastnosti jednotlivých typov však určujú primárnu/doporučovanú oblasť ich použitia:
- Korundové brúsivá sa používajú predovšetkým na opracovanie ocelí nižších pevností, neželezných kovov a dreva.
- Zirkóniové brúsivá sú určené na opracovanie ušľachtilých, vysokokvalitných ocelí a nehrdzavejúcej ocele.
- S ušľachtilými, veľmi pevnými, nehrdzavejúcimi oceľami a superzliatinami si najlepšie poradia nástroje vyrobené z keramických brúsiv.
- Silícium karbid je vhodný predovšetkým na opracovanie nekovových materiálov, ako je napr. sklo, kameň a tvrdé plasty.
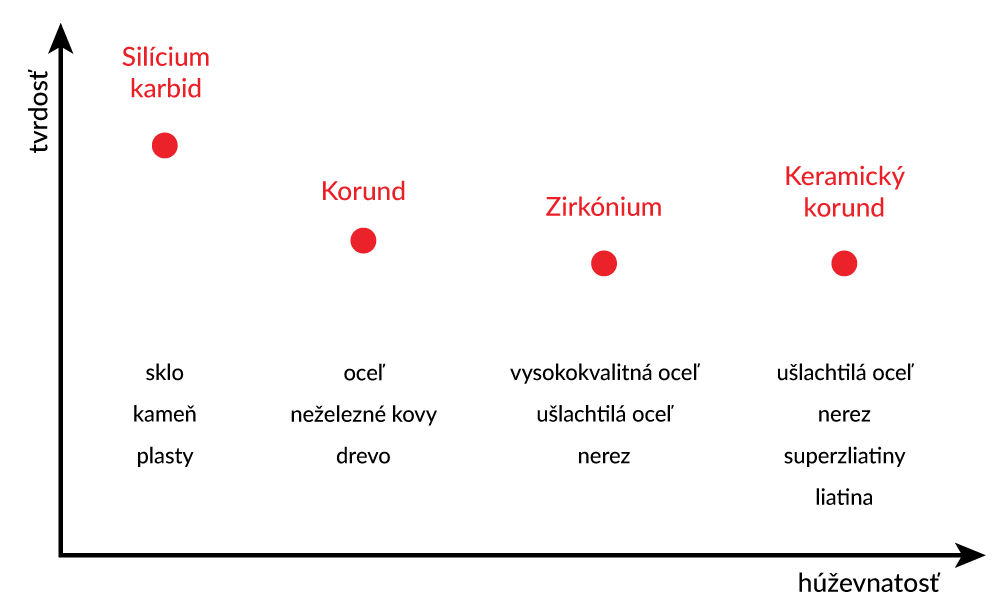
Obr.9. Vhodnosť brúsiv podľa typu obrábaného materiálu
| Brúsivo | Tvrdosť | Húževnatosť | Štruktúra | Opotrebenie | Použitie |
| Silícium karbid | veľmi tvrdý | málo húževnatý | kryštalická | lom / mikroopotrebenie | sklo, kameň, plasty |
| Korund | tvrdý | húževnatý | kryštalická nerovnomerná | otupovanie | drevo, železo |
| Zirkónium | tvrdý | veľmi húževnatý | kryštalická rovnomerná | mikroopotrebenie | kvalitné ocele, nerez |
| Keramický korund | tvrdý | veľmi húževnatý | mikrokryštalická | mikroopotrebenie | ušľachtilé ocele, nerez, superzliatiny |
Tab. 2. Porovnanie kľúčových vlastností najbežnejších brúsiv
V každom prípade ide o rokmi osvedčenú technológiu a je predpoklad, že ešte dlhú dobu sa v priemysle budú používať všetky opísané typy brúsiv.
S nástupom modernejších brúsnych nástrojov, ako sú lamelové a fíbrové kotúče sa budú viac do popredia dostávať pokročilejšie a výkonnejšie typy brúsiv na úkor stále najviac rozšíreného korundu.
Kľúčové slová: korund, zirkónium, brúsne kotúče, lamelové kotúče, fíbrové kotúče, oceľ, nerez
Zdroje:
Interné technické a školiace materiály spoločnosti HERMAN


Peter –
Nedá mi reagovať. Už dlhšiu dobu objednávam brúsne kotúče Herman GS-30 Classic. Vždy sme boli nadmieru spokojný až do minulého roka, kedy sa niečo zmenilo v zložení. Na kotúči sa zmenil povrch z drsného na jemný, zmenila sa aj farba z červenej tmavšej na svetlejšiu, ale to najdôležitejšie čo sa zmenilo sú vlastnosti. Podotýkam, že opracovávaný materiál je stále rovnaký. Nové kotúče vôbec neodoberajú materiál. Už som to pripomienkoval, ale ...
Hľadám iného výrobcu. :-(
Ďakujeme za Váš názor. Naše brúsne kotúče vyrábame podľa určitej receptúry, ktorú neustále modifikujeme na základe požiadaviek mnohých zákazníkov. Niektorí zákazníci uprednostňujú agresívny kotúč, mäkký, ktorý má veľký úber materiálu, ale opotrebováva sa rýchlejšie. Iní chcú tvrdší kotúč s dlhšou životnosťou. Snažíme nájsť čo najlepší kompromis medzi týmito protichodnými požiadavkami. Väčšina užívateľov vníma zmenu vlastností kotúča pozitívne, ale podľa druhu prác sa nájdu aj užívatelia, ktorým táto zmena nevyhovuje. Zaznamenali sme Vašu sťažnosť z decembra 2024, na základe ktorej sme podrobili brúsne kotúče intenzívnemu testovaniu. Riešením do budúcnosti bude vyrábať 2-3 typy brúsnych kotúčov s rôznymi vlastnosťami, na čom už intenzívne pracujeme. Pošleme Vám na vyskúšanie 2 nové typy a budeme vďační za Vašu spätnú väzbu.
Palenska –
Super článek. Poučný i pro zlatníky. Původně jsem hledala info o tvrdosti používaných brusiv, tahle informace tu sice není, ale dozvěděla jsem se mnohem více. Pro mě je užitečné vědět, jaké brusivo mi nepoškrábe šperkové kameny. Nejměkčí je zirkon, ale pokud se brusiva míchají ještě s tvrdším korundem, musím si dávat stejně pozor. Děkuji.
Jozef Jonáštik –
Ďakujem za nové informácie o brusnych kotúčoch.
Csaba Kiss –
Könnyen érthető szakszerű magyarázat.Hasznos volt és érdemes elovasni!
Ľahko pochopiteľné odborné vysvetlenie Bolo to užitočné a stojí za prečítanie!
Preložiť text Zobraziť originálVincéné Sebestyén –
Hasznos cikk, ezzel könnyen megérthető a különbség a csiszólótárcsák es szemcsék között.
Užitočný článok, ktorý uľahčuje pochopenie rozdielu medzi brúsnymi kotúčmi a zrnami.
Preložiť text Zobraziť originálJózsef VÉGH –
Hasznos, eladást segítő írás. Egyszerűen és jól érthetően fogalmaz. Köszönet érte.
Užitočné písanie, ktoré pomáha pri predaji. Je to jednoduché a ľahko pochopiteľné. Ďakujem za to.
Preložiť text Zobraziť originálJakub Borsík –
plno nových a zaujímavých informácii